業務部:17505740000
生產部:17505740574
辦公室:+86-574-88325388
傳 真:+86-574-88325789
郵 箱:hongshun_ok@126.com
臥式滾鍍
發布日期:2015-09-11臥式滾鍍的滾筒形狀為“竹筒”或“柱”狀,臥式放置。滾筒軸向為水平方向,所以臥式滾鍍也叫水平臥式滾鍍。生產中常見的六角形滾筒、鍍鉻滾筒、桿狀或輻條等零件電鍍滾筒、縫衣針電鍍滾筒滾鍍等都屬于臥式滾鍍的范疇。其中以六角形滾筒應用最廣泛。典型的臥式滾筒結構如下圖所示。
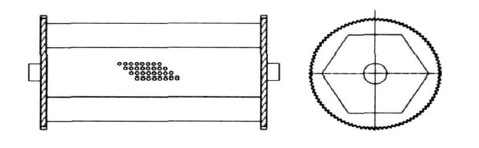
典型臥式滾筒剖面圖
1.滾筒橫截面形狀
臥式滾筒的橫截面形狀有六角形、八角形和圓形等。采用六角形滾筒,零件在翻動時跌落的幅度大,零件的混合較充分,所以鍍層厚度波動性優于其它形狀的滾筒。這種優勢在裝載量不超過滾筒容積的二分之一時更為明顯。并且,六角形滾筒零件間相互拋磨的作用強,更利于提高鍍層的光亮度。
但六角形滾筒直徑較大(一般超過420mm)時,應采用八角形滾筒,以減輕零件對鍍層的磨削程度,及減小陰極導電釘擺動較大引起的電流波動。當外形尺寸相同時,圓形滾筒比六角形滾筒裝載量多21%。但圓形滾筒對零件的翻動作用較弱,鍍層厚度波動性和表面質量均遜色于六角形滾筒。
2.滾筒軸向
臥式滾筒的軸向為水平方向,所以,臥式滾筒在帶動零件翻滾時,零件運行方向與水平面垂直,利于各零件間充分混合及提高鍍層的光亮度。并且,零件的垂直運行還為臥式滾筒的裝載量贏得了優勢。
例如,生產中裝載零件150kg左右的臥式滾筒并不少見,這對其它滾鍍方式來說是不可思議的。尤其近些年,臥式滾筒的長度和直徑有了較大的發展,適合滾鍍的零件尺寸和質量也有所增加,許多原有的掛鍍零件也可以滾鍍。所有這些,都使滾鍍勞動生產效率高的優越性得到較好的體現。
3.滾筒尺寸
滾筒尺寸反映滾筒的真實大小,臥式滾筒的尺寸一般用滾筒長度和直徑來表述。滾筒直徑一般資料上指滾筒的內切圓直徑,但也有設備廠家用內對角來表示。內對角指多角形滾筒內部兩個對角之間的距離。對于六角形滾筒來說,滾筒的內對角正好是滾筒六面壁板之一的兩倍。這樣的話,用內對角表示滾筒直徑,在滾筒的計算、設計尤其是生產上都非常方便。
一般情況下,滾筒長度是內切圓直徑的1.3~1.8倍。這是由于在裝載相同數量的零件時,滾筒細長些比粗短些零件的攤開面積大,則零件暴露在表層的機會多,利于鍍層的快速沉積和零件的充分混合。所以,直徑較小而長度稍長的細長型滾筒在生產中受到歡迎。細長型滾筒的長度一般是直徑的3倍左右。
4.筒壁開孔
臥式滾筒的整體結構是密閉的,但滾筒壁板上布滿了許多小孔,這些小孔的作用歸納起來有以下幾個方面:
1)保證滾筒內零件與陽極間電流導通,為電化學反應的正常進行提供必要的條件;
2)滾筒外濃度較高的溶液需要通過這些小孔補充到滾筒內,同時滾筒內的部分溶液及陰極反應產生的氫氣也需要通過這些小孔排出筒外;
3)滾筒出槽時滾筒內殘留的溶液需要通過這些小孔排出筒外。
所以,筒壁開孔顯然應以如何使溶液的透過性能更好為原則。近些年開發的新型滾筒開孔如方孔、網孔、槽孔及橄欖孔等,在改善溶液的透過性能上均取得了比較理想的效果。
臥式滾鍍以勞動生產效率高、鍍件表面質量好、適用的零件范圍廣等諸多優越性在滾鍍生產中應用最廣泛。臥式滾鍍的應用范圍涵蓋了五金、家電、汽摩、自行車、電子、儀器、手表、制筆、磁性材料等行業小零件電鍍加工的絕大部分,是名副其實的小零件電鍍加工的主力軍。所以,多年來滾鍍技術的研究重點總是圍繞著臥式滾鍍在開展。但是由于臥式滾筒的封閉式結構,造成了臥式滾鍍電鍍時間長,鍍層厚度不均勻、零件低電流區鍍層質量不佳等缺陷,使其在生產中的應用受到影響。